Metal Injection Moulding
Complex geometry at scale with precision tolerance control. Net-shape production for demanding applications.
Get Quote
What is Metal Injection Moulding?
Metal Injection Moulding combines the design flexibility of plastic injection moulding with the strength and integrity of machined metals, enabling complex shapes with broad materials applicability.
Feedstock
Metal powder combined with thermoplastic binder system to create injectable compound.
- Metal powder blend
- Polymer binder
- Homogeneous mix
Green → Brown
Injection moulding creates green part, then controlled debinding removes binder.
- Injection moulding
- Debinding progression
- Brown part formation
Sintering
High-temperature furnace cycle achieves densification with precise shrinkage control.
- Densification cycle
- Shrinkage control
- Final density 95-98%
Complexity
Shape freedom at production volume — complex geometries without secondary operations.
- Geometric freedom
- Volume production
- Net-shape capability
01 — FEEDSTOCK ENGINEERING
Metal Powder + Binder
Feedstock is the foundation of Metal Injection Moulding. Fine metal powder is mixed with a thermoplastic binder system to create a homogeneous compound that flows like plastic but delivers metal performance.
Powder Selection
Stainless steel, titanium, tool steel, and specialty alloys optimized for particle size distribution.
Binder System
Multi-polymer blend providing flow, strength, and controlled debinding characteristics.
Loading Ratio
Typically 60-65% metal by volume for optimal flow and final density.


02 — DEBINDING PROGRESSION
Green → Brown
After injection moulding creates the green part, controlled debinding removes the binder system while maintaining part integrity. This progression transforms the green part into a porous brown part ready for sintering.
Solvent Debinding
Primary binder removal via chemical dissolution, creating open porosity network.
Thermal Debinding
Controlled heating removes backbone polymer, while the brown part retains shape with metal powder skeleton.
Cycle Time Control
Precise temperature ramps prevent defects, with typical cycle times depending on geometry.
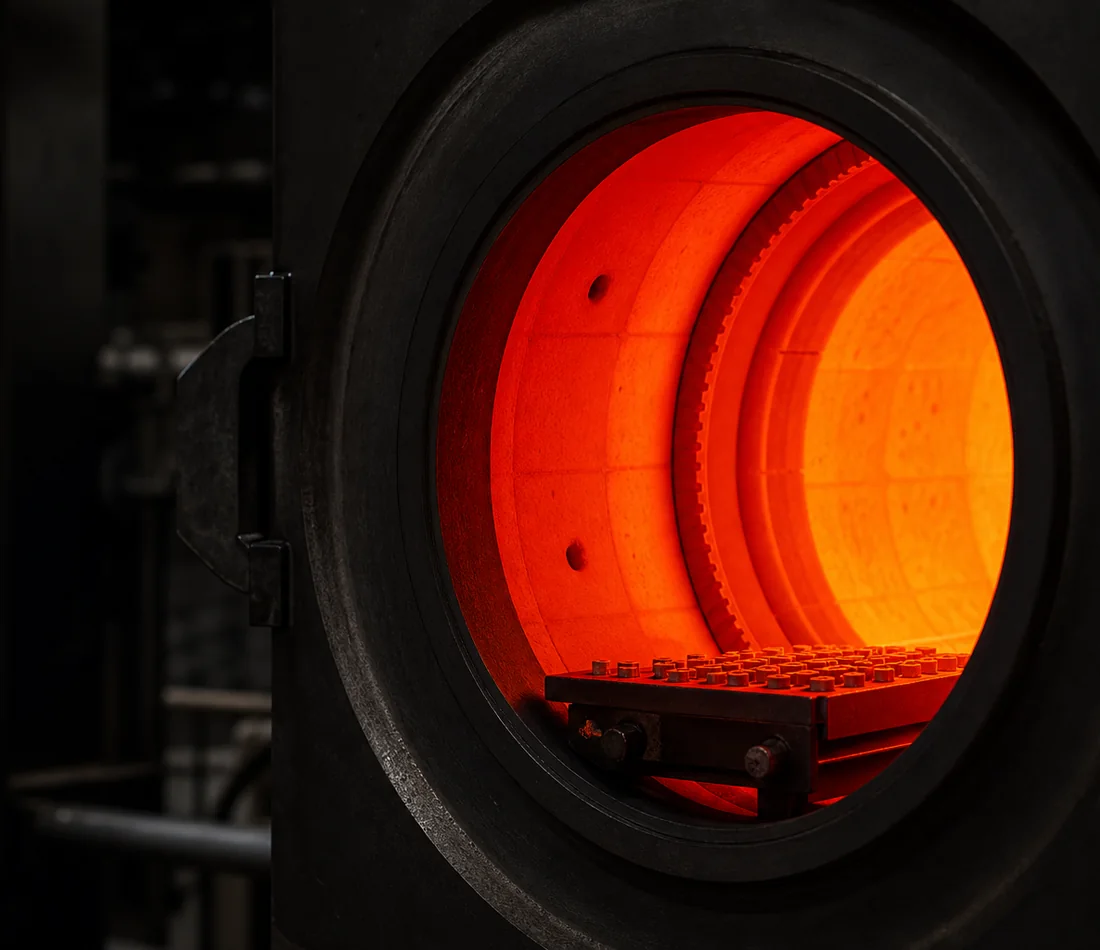
03 — SINTERING DISCIPLINE
Densification + Shrinkage Control
Sintering is where Metal Injection Moulding achieves metal properties. High-temperature furnace cycles drive atomic diffusion, bonding powder particles into a dense, solid metal structure with controlled, predictable shrinkage.
Temperature Profile
1200-1400°C depending on alloy, with controlled atmosphere to prevent oxidation.
Shrinkage Management
Predictable 15-20% linear shrinkage, compensated in tooling design for dimensional accuracy.
Final Density
Achieves 95-98% of wrought density, with mechanical properties matching cast equivalents.
Material Specializations
Comparative performance across diverse material groups
| Material Group | Common Alloys | Key Properties | Ideal Applications |
|---|---|---|---|
| Stainless Steels | 316L, 17-4PH | Superior corrosion resistance, high strength, biocompatibility | Surgical instruments, medical implants, orthodontic brackets |
| Low Alloy Steels | 4140, 8620 | Excellent fatigue strength, heat-treatable for high hardness | Automotive gears, lock mechanisms, industrial fasteners |
| Titanium Alloys | Ti-6Al-4V | High strength-to-weight ratio, extreme biocompatibility | Aerospace components, high-end medical devices |
| Soft Magnetic Alloys | Fe-Ni, Fe-Si | High magnetic permeability, low coercivity | Electronic sensors, actuators, telecommunications hardware |
Shape Freedom at Volume
Complexity Without Compromise
Metal Injection Moulding enables intricate geometries at production volumes that make economic sense.
Undercuts & Features
Internal channels, threads, and complex features moulded in.
Thin Walls
Wall sections down to 0.5mm achievable with proper design.
Volume Economics
Tooling amortizes quickly for high-volume production.
Part Consolidation
Combine multiple machined parts into a single Metal Injection Moulding component to reduce assembly and inventory costs.
Tolerance Control
As-sintered tolerance control with tighter tolerances available through sizing or machining where needed.
Surface Finish
As-sintered finish with post-processing options for mirror polish, coating, or cosmetic requirements.
Want to learn about the Metal Injection Moulding Process?
Click on the button below to learn more about Metal Injection Moulding
Metal Injection Moulding Process